9,403 views
この記事は最終更新から 829日 が経過しています。
1. 興味 → 決断
初めて 3Dプリンターを購入しようと思ったのは 2012年のこと。
三郷の Vivahomeの 2階で 3Dプリンターを使った造形物が展示されていて
これやりたい!
と思ったのが最初でした。
しかし…
調べてみると当時の 3Dプリンターはまだまだ発展途上で制約が大きくコストも高い。
そこで、
いつか性能が上がり、手が届くところまでコストが下がったら買おう
と思い、現物を手にできない日が 6年間も流れました。
そして 2018年になり…
低価格帯の 3Dプリンターがちらほらと現れ
しかもそこそこの精度でプリントでき
WEB上で先輩方々の 3Dプリンター用 3Dモデルも参照できるようになり!
よし買おう!
と決心したのでした。
2. 機種選定
2018年7月の時点から FLASHFORGE ADVENTURE3 に絞っていました。
http://flashforge.co.jp/adventurer3/
第1の理由は、コスパが高いこと! 「性能 vs 価格」のバランスがとても良いと思います。
第2の理由は、シンプルで操作しやすいこと! 初心者の学習機としては大事な要素です。
この二つで購入動機の 99%です。
不安要素は…
・品質は大丈夫なのか?
・耐久性は大丈夫なのか?
日本で名前が浸透していない中国メーカーなのだから、この不安が払拭できないのは仕方がない。
3. いざ、使ってみた!
配達翌日、朝から5時間かけて遊んでみました。
1)開封
2)セッティング
3)付属の 3Dモデルでテスト印刷
4)自作の 3Dモデルを印刷
1) 到着
箱は「電子レンジか?」というぐらいの大きさです。
重さは10キロ、見た目の割には軽いです。

2) 開封
フィラメントは赤色が入っていました。
商品紹介ページには「フィラメントの色指定はできません」と書いてあったので、白とか黒の人もいるのかな?
白が良かったです…

この箱の中で立体的な物が作り出されていくと思うとワクワクしますね。

3) セッティング
セッティングが簡単なのが FLASHFORGE ADVENTURE3 を選んだ大きな理由です。
ここでやったことは、
1)電源ケーブルをつなぐ。
2)フィラメントを挿す。
3)パネル操作でフィラメントをロードする。
以上! これで印刷可能な状態になります。

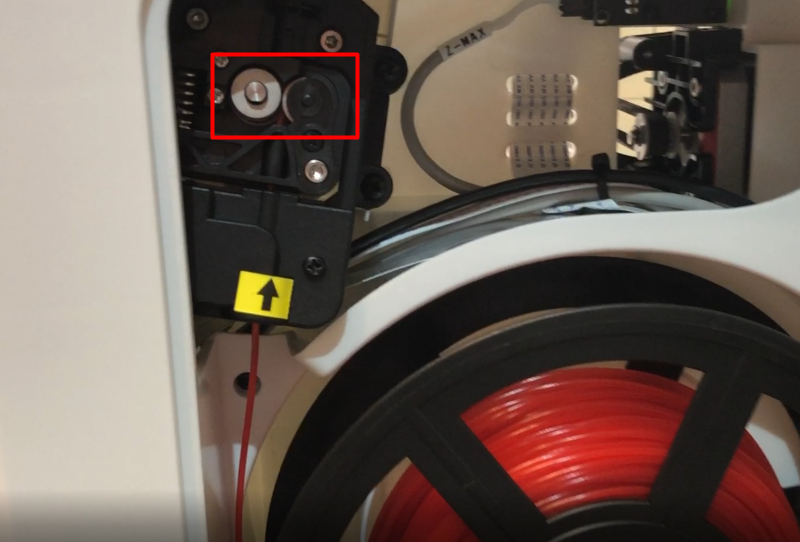
【注意すること】
・フィラメントは、差込口の上部にある滑車の間に潜り込むまで、強く押すこと!
→ その後、パネル操作でフィラメントをロードし、ヘッドまでフィラメントを押し込む。
どうしてもフィラメントが入らないときは…
フィラメントの先を少しだけ斜めに切ります。
するとスムーズに滑車を通過させることができます。
でも…
鋭角に切りすぎると、ヘッドで先に進めずコンコンと音がしてロードに失敗します。
フィラメントの先端を平らよりも若干斜めぐらいに切るのがコツです。
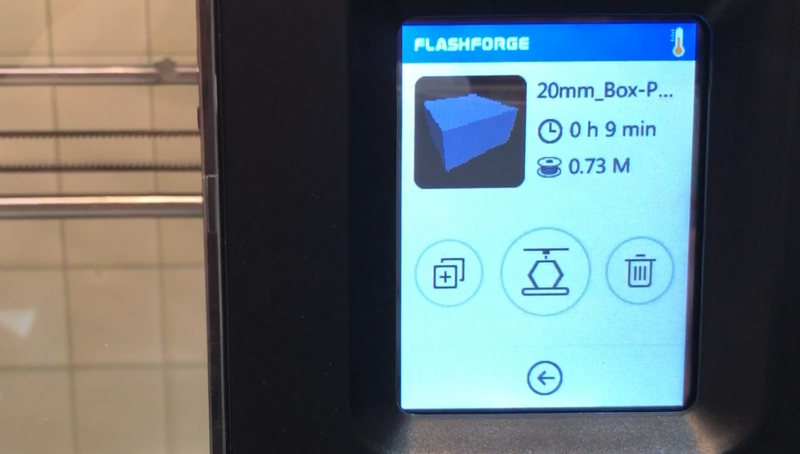
4) テスト用 3Dモデルをプリント
予め本体の内蔵メモリに四角柱の 3Dモデルデータが入っています。
これをプリントして初期不良チェックを行います。

我が家に届いた物は初期不良ではないようだ!
よかった!
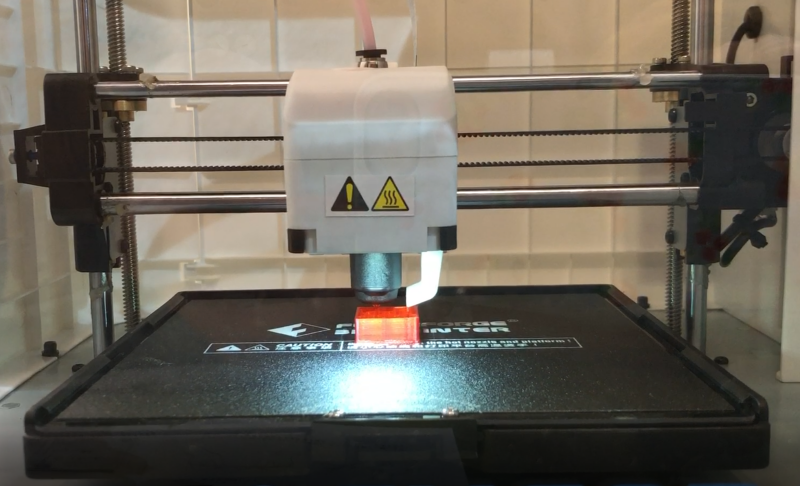
5) オリジナル 3Dモデルをプリント
オリジナル 3Dモデルと言っても blenderで10分で作った簡単なものです。
オーバーハングしている面がどう印刷されるのか?
3Dプリンターの性能を見たくて作ったモデルです。
左側の正十二面体のモデルがそれです。
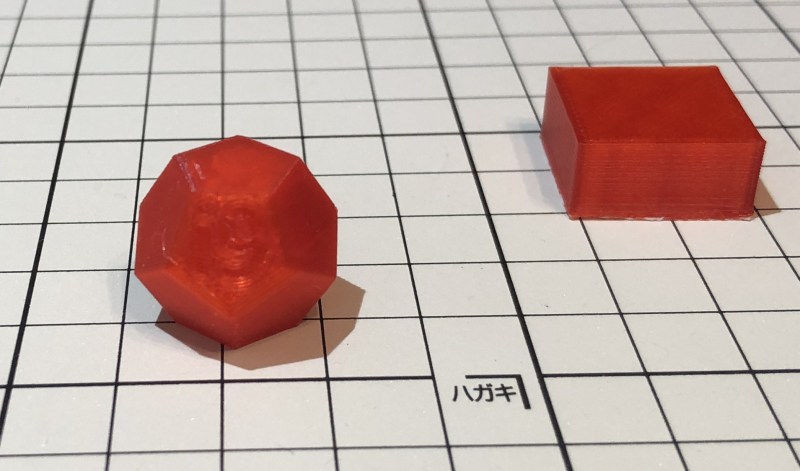
この程度のオーバーハング面では樹脂が垂れることもなく、きれいな平面に書き出されています。
すばらしい!
4. 所感
・騒音や異臭はありません。我が家の音圧計での測定値はプリンタ前面扉の位置で 55dB ほど。カタログスペックよりはだいぶ大きいですが、プリント中に同じ部屋で寝られると個人的には思います。
・プリント精度は微妙です。正十二面体は正五角形の集まりのはずですが、鉛直方向に伸びた五角形になってしまう…
→ これはフィラメントを固い ABSに変えれば改善するかもしれないとのこと。
・ハードルが低く家電気分で気軽に使える 3Dプリンターなので、今後もいろいろなモデルを作ってプリントして行きたいです。
追記2019.05.08 (使い始めて4か月後)
・フィラメント交換したときなど、プリント失敗が続く場合は Calibrationを実行した方がよいです。
・台座の中央部から離れると、プリント中に樹脂の剥離が多発します。
そんなときは…
1) 台座の温度を上げる。(PLAならば65℃など)
2) ラフトを付ける。(仕上がりが汚くなるが仕方がない)
